Шаблонные полуавтоматы – для нешаблонных решений


 Они представляют собой сочетание длиннорукавной швейной машины челночного стежка и платформы, перемещающейся по двум взаимно-перпендикулярным направлениям с помощью шаговых приводов. Платформа несет на себе кассету для зажима швейных полуфабрикатов. Как видно, в таких полуавтоматах шаблоны для задания программы перемещения полуфабриката отсутствуют, тем не менее, за ними закрепился термин «шаблонный».
Они представляют собой сочетание длиннорукавной швейной машины челночного стежка и платформы, перемещающейся по двум взаимно-перпендикулярным направлениям с помощью шаговых приводов. Платформа несет на себе кассету для зажима швейных полуфабрикатов. Как видно, в таких полуавтоматах шаблоны для задания программы перемещения полуфабриката отсутствуют, тем не менее, за ними закрепился термин «шаблонный».
Первые шаблонные полуавтоматы появились полтора десятка лет назад как совместный продукт японских и китайских инженеров и имели узкое операционное назначение. Их можно было использовать для выстегивания пакетов из ткани верха и утеплителя на изделиях типа курток и полупальто из синтетических материалов. Их гибкость сводилась к разнообразию узоров стежки: прямые и наклонные линии, участки дуг, ромбы и др. Однако, очень быстро стало ясно, что путем минимальной доработки такого оборудования на них можно притачивать клапаны карманов, подкладку карманов, настрачивать накладные карманы, притачивать двумя строчками обтачки прорезных карманов, притачивать молнию и т. д. 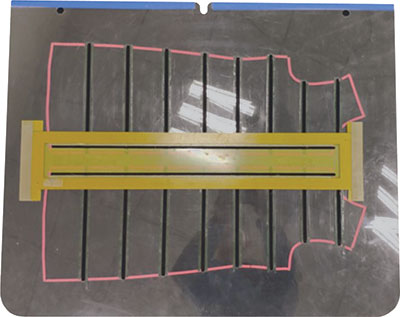
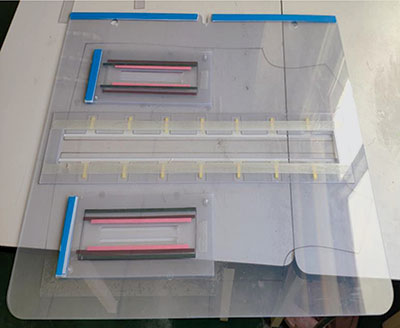
Основное противоречие в применении полуавтоматов с числовым программным управлением заключается в том, что новую программу можно создать очень легко и быстро с пульта управления или с помощью соответствующего программного продукта, но из-за гибкости и низкой формоустойчивости швейных деталей для обработки их необходимо надежно зафиксировать в зажимах, повторяющих контуры шитья. Сложность изготовления таких зажимов может сводить на нет все преимущества ЧПУ. Отсюда становится понятным создать зажимы наиболее простой конструкции и из материалов, легко подвергающихся обработке. рис 1
Основными способами расширения области применения подобного оборудования является создание кассет с дополнительными вставными участками, применение средств повышения усилия зажима полуфабрикатов и установка на шьющей головке дополнительных инструментов и устройств. Например, разработана вспомогательная кассета для удержания молнии. Молния укладывается в эту кассету, имеющую прямой вырез, а затем ее можно уложить в основную кассету, в которой осуществляется выстегивание полочек. В последней операции молния притачивается к правой и левой полочкам двумя прямыми строчками.
Усилие зажима кассеты достигается применением материалов с высокой фрикционной способностью по краям выреза кассеты, применением пористой резины для надежной фиксации разнотолщинных участков полуфабриката, миниатюрных магнитов по обе стороны кассеты. Стороны кассеты могут соединяться друг с другом усиленной клейкой лентой, играющей роль петли. Имеются варианты, в которых верхняя часть кассеты фиксируется на нижней с помощью четырех цилиндрических шпеньков.
Различные варианты кассет китайской фирмы BRUCE приведены на рис. 1.
Что касается дополнительных инструментов, то ими могут быть цанга с карандашом для того, чтобы проложить линии вырезов на бумажном носителе, которые потом можно реализовать на кассете из органического стекла. Большое распространение в качестве дополнительных инструментов получают различные устройства разрезания, применяемые для подрезки края детали эквидистантно строчке или прорезания пакета, например, при изготовлении прорезного кармана.
Имеются примеры швейных изделий, изготовление которых с применением шаблонного полуавтомата на группе операций может повысить производительность труда в 7-8 раз. Так, полочка легкой куртки с грудным накладным карманом с клапаном, боковым прорезным карманом с подкладкой и сдублированным подбортом при традиционной технологии собирается на одноигольной автоматизированной машине челночного стежка за 8 минут. Применение шаблонного полуавтомата позволяет выполнить сборку за 1,05 минуты.
Такое технологическое решение открывает возможность применения шаблонных полуавтоматов даже в условиях небольших швейных производств. Хорошо известно, что на таких производствах помимо швейных машин общего назначения используются так называемые цикловые полуавтоматы: для изготовления петель, пришивания пуговиц и выполнения ниточных закрепок. Другие типы операционных полуавтоматов не используются, прежде всего, по причине того, что их невозможно загрузить. Они начинают окупать себя при загрузке 1,5 – 2 тысячи операций в смену, что на малых производствах невозможно. При использовании шаблонных полуавтоматов картина в корне меняется. Их можно использовать для выполнения не одной операции, а группы аналогичных операций. Например, при изготовлении мужских сорочек их можно применять для обтачивания отлетов воротников, обтачивания отлета стойкой, манжет, клапанов, погончиков, пат, причем, это можно делать в одной крупногабаритной кассете. Функция оператора будет сводиться только к укладыванию деталей в кассету и съёму обработанных полуфабрикатов. Вместо одной неделимой операции можно выполнять 4-5 операций. Это означает, во-первых, что загрузка полуавтомата будет повышена в 4-5 раз, во-вторых, что он заменит сразу несколько швейных машин, в-третьих, и это главное, высвободит 3-4-х человек. Попутно повысится и качество выполнения операций, следовательно, и качество изделия в целом. Такой полуавтомат в 10-12 раз дороже швейной машины с автоматизированным приводом и стоит 12-18 тысяч долларов. Годовая заработная плата одного оператора в год составляет около 6-8 тысяч долларов. Даже, если с применением полуавтомата высвободятся 2-3 оператора, это означает, что он окупится уже на первом году эксплуатации.
На рис. 2 изображен общий вид шаблонного полуавтомата BRC-T 1490 C-83 TTYX фирмы BRUCE (КНР). Он шьёт на скорости до 3000 ст./мин в поле 1400х830 мм. В нем имеется датчик распознавания кода шаблона.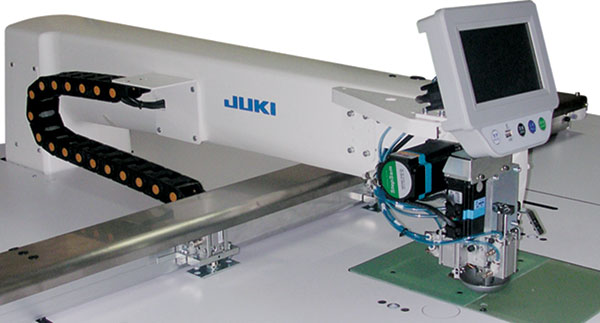
Аналогичный полуавтомат разработан и корпорацией JUKI - класс PS-700S ZZN c чуть меньшим полем шитья 1200х700 мм. Он может поставляться с устройствами автоматической смены шпули, охлаждения иглы, датчиком остатка шпульной нити, цангой для зажима карандаша. Программировать полуавтомат можно с помощью программного обеспечения РМ-1.
рис 2
Корпорация JUKI сделала и следующий шаг в разработке шаблонного оборудования, разработав группу полуавтоматов PS-800. Их можно использовать для шитья средних и тяжелых пакетов полуфабрикатов – индексы S и H, а что касается поля шитья, то оно может быть 1300х850 мм, 1200х800 мм и 800х450 мм. В качестве устройств разрезания материала может использоваться ротационный механический нож или лазерный резак. В полуавтоматах регулируется промежуточная высота прижимной лапки, что важно при шитье полуфабрикатов с местными утолщениями. С помощью такой системы существенно снижается обрывность ниток и пропуски стежков.
ООО «Фирма ШВЕЙМАШ» приглашает всех желающих к себе в офис ознакомиться с образцами описанных полуавтоматов, разнообразием применяемых кассет и посмотреть видеофильмы с примерами применения шаблонных полуавтоматов.
А. Ганулич, к. т. н., ООО «Фирма ШВЕЙМАШ»

Компания COATS в 2017 году вывела на рынок, в том числе и на российский, новый продукт – пряжу с самыми различными свойствами, необходимыми для производства специальной и профессиональной одежды. На эту тему мы уже разговаривали с Артемом Ковалевым, торговым представителем компании COATS в России (№ 3/2019). Продукт очень востребованный, и мы вновь возвращаемся к этой теме.
Читать далее »

21 января в рамках деловой программы выставки Sport Casual Moscow прошел круглый стол «Меры государственной поддержки для предприятий легкой промышленности». Модератором мероприятия выступил руководитель консалтингового агентства «LT Consulting» Андрей Чураев, а основными спикерами — партнер НЭО Центр Инна Гольфанд и руководитель информационно-аналитического центра ОАО «ИНПЦ ТЛП» Елена Рухлова. В связи с тем, что после круглого стола появилось много запросов, мы решили повторно кратко осветить основные направления работы с мерами государственной поддержки.
Читать далее »

Компания КОМТЕНС c 2006 года поставляет настилочно-раскройное оборудование, которое широко используется в производстве одежды, корсетных изделий, мягкой мебели, одноразовой медицинской одежды, автокресел, применяется во многих других отраслях при раскрое ткани. Интересен опыт применения такого оборудования на предприятии, которое производит продукцию с особыми свойствами.
Читать далее »