Чёрно-белый опять в тренде или Белый принт на чёрной ткани – как это сделано?


 Высокая белизна и укрывистость, гладкая поверхность краски, мягкость и эластичность отпечатка и при этом хорошая устойчивость к стиркам, - вот что ждут заказчики от подрядчиков, берущихся выполнить заказ. Однако, несмотря на кажущуюся простоту, с точки зрения технологии, – это одна из самых сложных задач печати на тканях. Печатники постоянно сталкиваются с проблемами и не всегда могут оправдать ожидания своих заказчиков.
Высокая белизна и укрывистость, гладкая поверхность краски, мягкость и эластичность отпечатка и при этом хорошая устойчивость к стиркам, - вот что ждут заказчики от подрядчиков, берущихся выполнить заказ. Однако, несмотря на кажущуюся простоту, с точки зрения технологии, – это одна из самых сложных задач печати на тканях. Печатники постоянно сталкиваются с проблемами и не всегда могут оправдать ожидания своих заказчиков.
К типичным проблемам трафаретной печати, наиболее явно проявляющимся именно на белых принтах, можно отнести следующие:
О причинах и способах решения названных проблем расскажем ниже. В первую же очередь мы остановимся на технологии трафаретной печати применительно к одноцветным белым изображениям на чёрных и цветных тканях.
Трафаретная печать или шелкография – традиционная древняя технология декорирования текстиля, не утратившая актуальности и в наш век цифровых технологий. Несмотря на свою простоту, а, точнее, именно благодаря ей, трафаретная технология обладает почти неограниченными возможностями при нанесении рисунков на ткани. Всё, что может пожелать заказчик - от тонких полутоновых многоцветных работ до самых невероятных эффектов – под силу шелкографии. И только ей. Красивые контрастные белые принты на чёрных и тёмных тканях – тоже прерогатива трафаретной печати.
Качество отпечатков зависит от многих технологических факторов, из которых, в качестве основополагающих, можно выделить следующие:
· правильный выбор краски;
· правильный выбор сетки;
· технологическая схема печатного процесса;
· соблюдение рекомендаций по сушке.
В дополнение к вышеперечисленному необходимо упомянуть, что качество ткани решающим образом влияет на качество отпечатков. Если ткань слишком тонкая, сильно впитывающая, поверхность лицевой стороны недостаточно гладкая, с ворсом, то красивого яркого белого отпечатка на ней добиться не получится, даже если соблюсти все технологические требования и выбрать самую лучшую краску. Получить высококачественный отпечаток на дешёвом трикотаже низкого качества нельзя. Чем выше гладкость и плотность ткани, тем лучше будет выглядеть на ней отпечаток. Если речь идёт о трикотаже, рекомендуется выбирать полотно качества экстра пенье (компакт) или пенье. Полотно этого качества получают из длинных волокон, оно характеризуется высокой гладкостью, шелковистостью, отсутствием фибрилляции в процессе печати. Однако, зачастую ткань предоставляет заказчик, и его желание сэкономить не позволяет удовлетворить его же запросы в качестве печати. Этот момент необходимо обговаривать при приёме заказа. Лучше постараться убедить заказчика рационально подходить к вопросам экономии и подкрепить свои аргументы демонстрацией образцов печати на полотне разного качества. Очень полезно для работы с заказчиками иметь такие образцы: идентичные условия печати одними и теми же красками на разных тканях. Такое наглядное пособие может, как максимум, убедить заказчика не экономить на ткани и, как минимум, снизить требования к качеству печати, если покупать более качественное полотно он не готов.
Выбор краски. Итак, с тканью определились, теперь очередь за выбором краски. Для решения данной задачи могут использоваться белила любого типа – как пластизолевые, так и на водной основе. Главное требование к краске – максимальная укрывистость, высокая белизна, мягкость и эластичность. Пластизолевые краски удобнее в работе, т. к. не подсыхают на сетке в процессе печати, но их характерный признак – ощущение «резиновой» плёнки – не всегда нравится заказчикам. Полимеризованный красочный слой – это ПВХ плёнка, под которой ткань не «дышит» и хуже впитывает влагу в зоне принта. Однако, простота технологии печати сделала пластизолевые краски чрезвычайно популярными на российском рынке. Строгие европейские экологические и гигиенические требования, способствовавшие широкому внедрению красок на водной основе во всём мире, не обязательны на территории РФ, что позволяет нашим печатникам не спешить с переходом с пластизолевых красок на более сложные в печати водные.
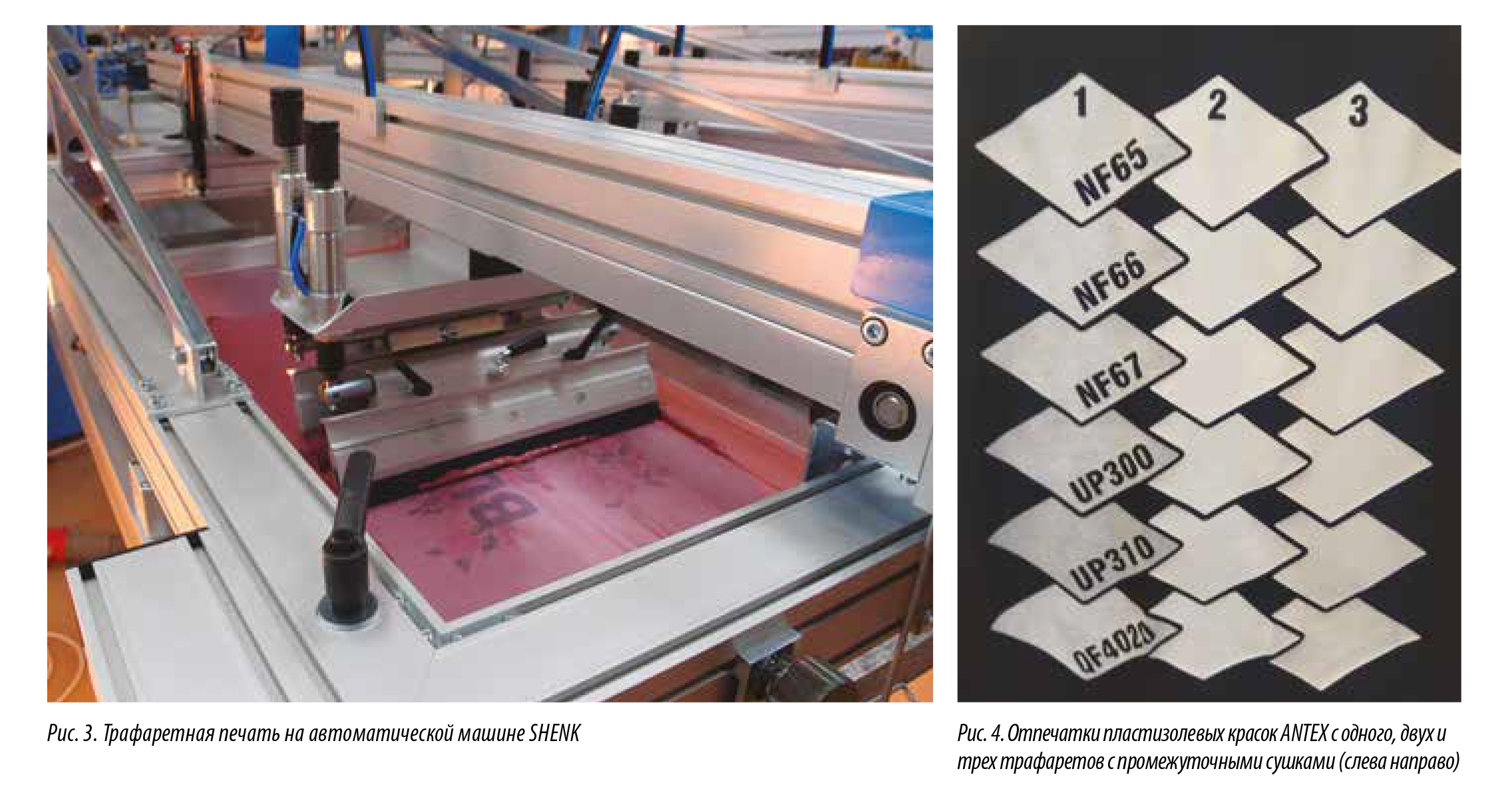
Пластизолевые белила различаются по укрывистости, мягкости и эластичности. Как правило, краски с максимально высокой кроющей способностью не отличаются высокой эластичностью и дают довольно грубый гриф. Большое количество белого пигмента, повышающее укрывистость, может снижать эластичность и мягкость красочной плёнки, а также делать краску более вязкой, липкой, менее текучей - «тяжёлой» в печати. Это относится, главным образом, к пластизолям невысокого качества в нижнем ценовом диапазоне. Краски премиум-класса сбалансированы по составу и сочетают высокую укрывистость с мягкостью и эластичностью, а также обладают прекрасными печатно-техническими свойствами, облегчающими процесс печати. Примером красок премиум-класса могут быть пластизоли серии TEXOPAQUEOP и FWA производства компании FUJIFILM SERICOL (Великобритания). Они уже много лет являются лидерами в своём классе на российском рынке. В качестве примера красок среднего класса можно назвать пластизоли серии NF известного бренда ANTEX (Турция). Каждая серия включает целый ряд различных по свойствам белил. Важно понимать, что технология печати белых принтов предполагает минимально печать в две, а оптимально в три краски. При этом используется не одна, а разные белые краски. Первой печатается специальная грунтовочная краска, создающая основу для печати последующих цветов. Грунты (их называют FlashWhite) отличаются от белил, предназначенных для надпечатки (HighWhite) более высокой скоростью промежуточной сушки и пористостью поверхности, что способствует получению ровного гладкого слоя последующих красок, печатаемых оверпринтом. Из ассортимента грунтов бренда SERICOL наибольшей популярностью пользуются два продукта – FWA53 и FWA79, различающиеся по кроющей способности, белизне и эластичности. В случае печати на трикотажном полотне рекомендуется эластичный грунт FWA79, если ткань не эластичная, лучше использовать грунт FWA53, т. к. он характеризуется максимальной укрывистостью и белизной. Поверх грунта печатаются белые краски из серии ОР – ОР021 или ОР025, которые также отличаются укрывистостью и эластичностью: ОР021 более эластичная, ОР025 более кроющая. Для печати на трикотаже (х/б, вискоза, полиэстер) рекомендуется такая комбинация: грунт FWA79 + белила OP021. При выборе более экономичного варианта – красок ANTEX – применяются следующие продукты: грунтовочная краска NF67 + кроющие белила NF65.
Рис. 4 иллюстрирует различие укрывистости при печати с одной, двух и трёх печатных форм. Как видим, печать с одного трафарета не даёт достаточной белизны, наилучший результат получается при печати в 3 проката с промежуточными сушками, но и отпечатки в два проката уже достигают хорошей укрывистости и эластичности
Иногда в качестве грунта используют прозрачную базу. Она создаёт основу для белой краски, снижая её впитываемость в ткань и обеспечивая гладкость, мягкость и эластичность красочной плёнки. Такая технология предполагает печать с 3-х трафаретов: прозрачная база + белила с двух трафаретов.
Краски на водной основе заслуженно набирают обороты популярности и на российском рынке. Отпечатки кроющих водных белил при соблюдении технологии превосходят по своим качествам отпечатки пластизолевыми белилами: гриф мягче, поверхность красочной плёнки ровнее, менее заметна фибрилляция. И это помимо того, что водные краски не содержат ПВХ и полностью соответствуют требованиям всех международных экологических сертификатов и могут использоваться для печати одежды для грудных детей.
В целом технология печати водными красками не отличается от технологии печати пластизолями. Отличие лишь в том, что среди кроющих водных белил нет специальных грунтовочных красок. Водные краски различаются по эластичности, укрывистости и стабильности на сетке. В отличие от пластизолевых, они подсыхают в процессе печати и могут блокировать ячейки сетки, что приводит к непропечаткам. Именно это свойство водных красок затрудняет работу с ними. Однако производство не стоит на месте. R&D лаборатории находятся в постоянном поиске и разрабатывают всё новые и новые продукты, повышая стабильность красок на сетках. И сегодня работа с современными водными красками уже не составляет такой проблемы для печатников, как 10 лет назад.
 Но всё же водные краски рекомендуется использовать при печати на автоматических машинах. На ручных карусельных станках печать кроющими белилами может создавать проблемы, если в рисунке помимо белил присутствуют и другие цвета. Некоторые печатники считают, что кроющие водные краски не могут сравниться с пластизолевыми по эластичности. На сегодняшний день это ошибочное мнение. Краски премиум класса обладают высокой эластичностью, не уступающей пластизолям. Например, водная краска ANTEX серии PS специально разработана для печати на эластичных тканях – спортивном трикотаже. Кроющие белила PS07 не только не уступают, но даже превышают по эластичности многие пластизолевые краски, при этом отпечаток получается значительно мягче и приятней на ощупь. Выбор кроющих водных белил очень широк. Компания «Ол Принтс Технологии» предлагает продукцию трёх европейских брендов: ANTEX (Турция), EUROTEXT (Испания), ACHITEX MINERVA (Италия), в ассортименте каждого из которых несколько серий кроющих красок, включающих белила.
Но всё же водные краски рекомендуется использовать при печати на автоматических машинах. На ручных карусельных станках печать кроющими белилами может создавать проблемы, если в рисунке помимо белил присутствуют и другие цвета. Некоторые печатники считают, что кроющие водные краски не могут сравниться с пластизолевыми по эластичности. На сегодняшний день это ошибочное мнение. Краски премиум класса обладают высокой эластичностью, не уступающей пластизолям. Например, водная краска ANTEX серии PS специально разработана для печати на эластичных тканях – спортивном трикотаже. Кроющие белила PS07 не только не уступают, но даже превышают по эластичности многие пластизолевые краски, при этом отпечаток получается значительно мягче и приятней на ощупь. Выбор кроющих водных белил очень широк. Компания «Ол Принтс Технологии» предлагает продукцию трёх европейских брендов: ANTEX (Турция), EUROTEXT (Испания), ACHITEX MINERVA (Италия), в ассортименте каждого из которых несколько серий кроющих красок, включающих белила.
Выбор сетки – не менее важная задача для получения качественного результата. Он зависит от макета - насколько тонкие элементы изображения присутствуют в рисунке, и от выбора краски. Для работы с водными красками используются сетки с низкими номерами, на которых краска меньше подсыхает. Укрывистость красочного слоя зависит от его толщины, следовательно, чем грубее сетку мы выберем, тем более кроющим будет слой краски. Возникает вопрос: почему бы не использовать грубые сетки, например, 43 или 32 нит./см для работы и с пластизолевыми красками? Ответ: так делать не следует, поскольку слишком толстый слой пластизоля будет давать очень грубый гриф, неприятный на ощупь. Одежду с такими принтами иногда в шутку называют «бронежилетами». Для получения более мягкого грифа пластизолевыми красками рекомендуется использовать сетки 77–90 нит./см. А для достижения необходимой укрывистости печатать с двух-трёх трафаретов. Такая технология позволяет обеспечить и мягкость, и эластичность, и высокую укрывистость отпечатков.
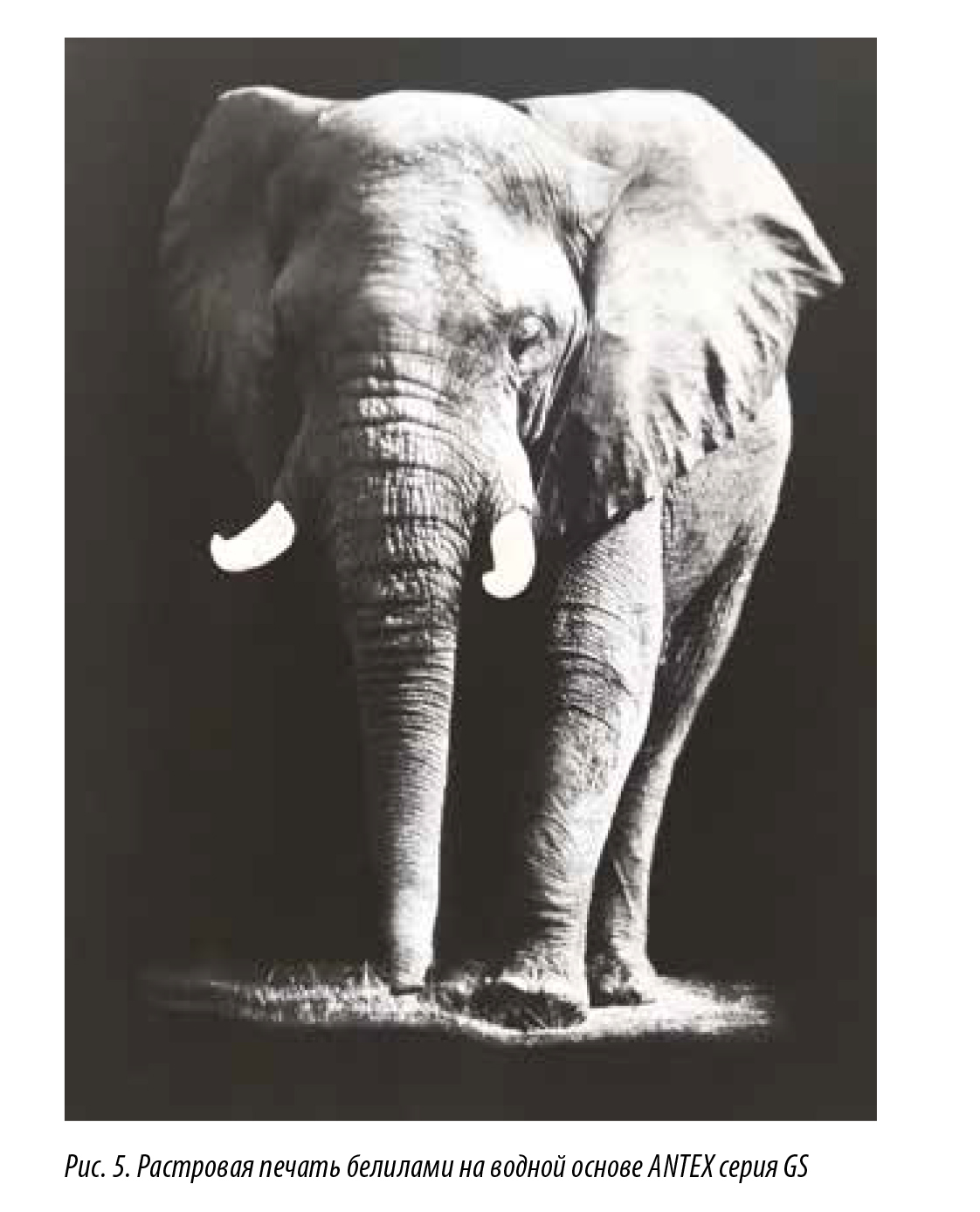
Для работы с водными белилами выбирают сетки в интервале от 32 до 54 нит./см. Если макет содержит тонкие элементы, можно использовать сетку до 77 номера. Если же и такая сетка является слишком грубой для данного макета, следует разделить изображение – плашки и крупные элементы печатать с сеток 32-43 нит/.см, а тонкие элементы - с более тонких сеток. На тонких штрихах не так заметно снижение укрывистости, но для их чёткой пропечатки необходимо выбирать более тонкую сетку, вплоть до 100-120 нит./см. При печати же крупных элементов изображения с таких сеток недостаток толщины красочного слоя негативно отразится на укрывистости. Пример разделения сеток при печати плашек и тонких элементов – рис. 5. Растровое изображение здесь напечатано с сетки 90, а бивни слона - с сетки 43. Это правило – разделение рисунка, содержащего как плашки, так и тонкие штрихи или растр, - относится также и к работе с пластизолевыми красками, но в этом случае разница в номерах сеток не будет так велика, как при работе с водными красками. Разделить изображение можно только для печати красок HighWhite, наносимых оверпринтом. Грунт (FlashWhite) можно печать с одной сетки – 64 нит./см для водных красок и 90 для пластизолей. Таким образом, можно сократить количество трафаретов и промежуточных сушек, что является зачастую критичным для многих производств.
Схема печати – это количество печатных форм, последовательность печати цветов и промежуточных сушек, а также количество проходов ракеля в одном печатном цикле по одной форме. Как уже было сказано выше, чтобы напечатать красивый белый принт, одного трафарета недостаточно. Наилучшего результата можно добиться при печати с трёх печатных форм: с первого трафарета печатается грунт, с двух следующих – белая краска HighWhite, если мы говорим о пластизолевых красках. В этом случае схема печати может выглядеть следующим образом:

Грунты, как правило, печатаются в два прохода ракеля, а последующие цвета, в том числе и белые HighWhite, - как в один, так и в два прохода. Количество проходов ракеля определяется при настройке по пробным оттискам и может корректироваться в процессе печати заказа.
Для водных красок схема практически не меняется, только грунтом может выступать или та же белая краска, то есть печать идёт с трёх трафаретов одной краской, или прозрачная база. Компания ACHITEX MINERVA разработала специальную прозрачную базу BackGround Elastic. Этот продукт позволяет значительно смягчить отпечаток и сделать его существенно более эластичным.
Сушка является одним из решающих факторов, влияющих на качество отпечатков. Не для всех очевидно, что полная полимеризация краски, возможная только при строгом соблюдении рекомендаций по сушке, обеспечивает не только максимальную устойчивость отпечатков к стирке и сухому трению, но и эластичность красочных слоёв. Если мы хотим получить мягкий эластичный отпечаток, мы должны правильно просушить его. Рекомендованные режимы окончательной сушки – 140-160° С в течение 1,5-3 мин. Время и температура сушки зависят от толщины красочного слоя и от типа краски. Водные краски требуют большего времени и несколько более высокой температуры, чем пластизоли. Толстые слои, очевидно, надо сушить дольше, чем тонкие. Поскольку тема данной статьи – белые кроющие краски, мы говорим о довольно толстых красочных слоях, для сушки которых требуется больше времени, чем для тонких штриховых или растровых работ.
Для окончательной сушки используются туннельные печи, специально предназначенные для шелкографии. Сушильная камера должна иметь достаточную длину, чтобы при скорости транспортёра, синхронизированной с производительностью печатного процесса, время нахождения внутри неё изделий составляла не менее 1,5 мин., а лучше 2-3 мин. Сушильная камера должна иметь систему конвекции, которая позволяет равномерно распределять температуру по длине сушильной камеры, а также ускоряет процесс сушки водных красок за счёт отведения паров воды от поверхности краски. Если сушильное устройство не имеет функции конвекции, отпечатки нагреваются медленнее и достигают нужной температуры уже ближе к выходу из туннеля, таким образом, время воздействия необходимой температуры на красочный слой сильно сокращается. Очень многие российские производства оснащены короткими туннельными печами без конвекции. И это обстоятельство не позволяет таким производствам делать красивые мягкие и эластичные белые принты на тёмных тканях. Этим последним утверждением мы рискуем навлечь на себя гнев многих читателей, но наша задача - познакомить читателей с основами технологии, обязательным и необходимым условием которой является правильная сушка красочных слоёв.
В начале статьи мы перечислили основные проблемы, с которыми сталкиваются печатники, особенно при печати белых принтов. С мягкостью и эластичностью мы уже разобрались – необходимо правильно выбирать сетки и печатать с трёх, минимум двух трафаретов, обеспечивать рекомендованные производителями красок режимы сушки и лучше использовать водные краски или пластизоли высокого качества. А теперь расскажем подробнее о двух других типичных проблемах шелкографии.
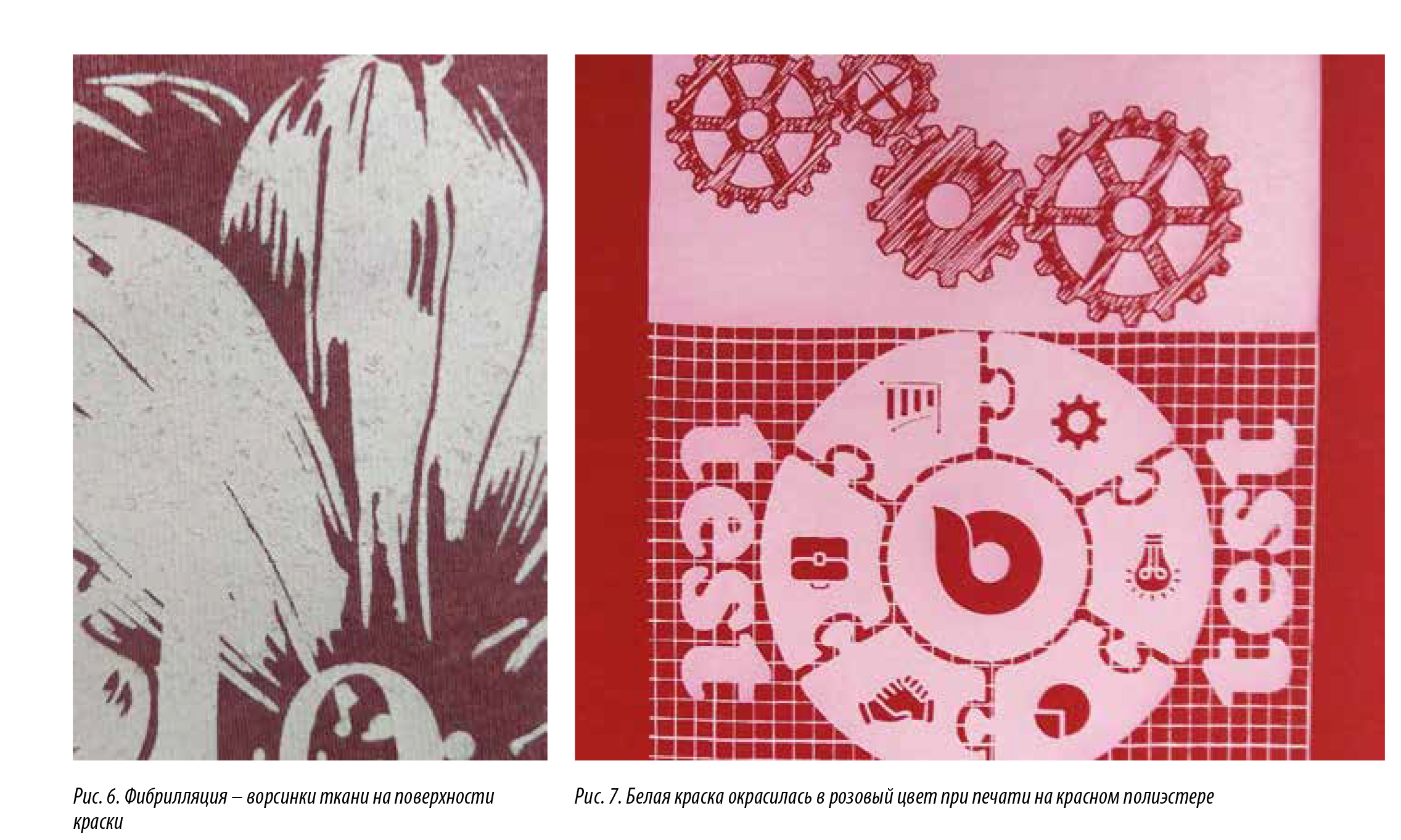
Термином «фибрилляция» называют дефект оттиска, при котором на поверхности красочного слоя видны ворсинки ткани. Особенно хорошо заметны ворсинки, окрашенные в контрастный цвет по отношению к цвету краски: чёрные или яркие цветные ворсинки на поверхности белой краски очень сильно портят впечатление от изображения. Такой принт выглядит «грязно», и качественной такую печать не назовёшь.
Фибрилляция проявляется, главным образом, на трикотажных полотнах. Наиболее заметна на полотне низкого качества. Короткое волокно сильнее ворсит, ворс поднимается за липкой краской и проявляется на её поверхности. Полотна качества экстра пенье и пенье с длинными волокнами не дают сильной фибрилляции. Фибрилляция наименее заметна также на полотнах, специально обработанных для снижения ворсистости. Очевиден вывод: наиболее эффективным способом борьбы с фибрилляцией является выбор ткани без ворса. К сожалению, это практически единственный способ борьбы с этим неприятным явлением. При прямой печати на ворсистой ткани почти невозможно избавиться от фибрилляции. Единственный способ – это трансфер, технология печати на специальной антиадгезионной бумаге с последующим переносом на ткань. Но трансферы изображений большой площади, во-первых, имеют высокую себестоимость, а во-вторых, отпечаток получается грубым и жёстким за счёт слоя клея. Трансферная технология не является универсальной и редко применяется как метод борьбы с фибрилляцией. Ещё один метод – проглаживание ткани на печатном столе непосредственно перед печатью. Это делают прямо на автоматической печатной машине: перед печатной секцией ставят флэш-сушку, которая прогревает ткань, затем горячая ткань идёт в первую секцию, на которой стоит не трафарет с изображением, а рама с сеткой, полностью залитой эмульсией, по этому «трафарету» проходит ракель и приглаживает ворс на горячей ткани, а печать идёт на следующей секции. Таким образом, первые две секции машины используются для проглаживания ткани и не участвуют в процессе печати. Этот метод помогает снизить фибрилляцию, но не даёт стопроцентного результата и используется крайне редко, поскольку значительно снижает красочность печатной машины.
 Миграция красителя ткани в слой белой краски - ещё одна проблема печати на текстиле. Эта проблема стала настолько актуальна в последнее время, что трудно найти печатника, не знакомого с ней. Розовые, голубые или серые отпечатки вместо яркого белого – знакомая картина, не правда ли? Изменение цвета краски происходит из-за миграции красителя ткани в красочный слой. Чаще всего мигрируют сублимирующиеся красители, которыми окрашивают синтетические ткани. Сублимация происходит под воздействием высокой температуры во время сушки в туннельной печи. Краситель ткани проникает в слой краски и окрашивает её. И, конечно, наиболее заметно это изменение цвета на белых красках. На рис. 7 хорошо видно изменение цвета белой краски – белый стал розовым вследствие миграции красного красителя ткани.
Миграция красителя ткани в слой белой краски - ещё одна проблема печати на текстиле. Эта проблема стала настолько актуальна в последнее время, что трудно найти печатника, не знакомого с ней. Розовые, голубые или серые отпечатки вместо яркого белого – знакомая картина, не правда ли? Изменение цвета краски происходит из-за миграции красителя ткани в красочный слой. Чаще всего мигрируют сублимирующиеся красители, которыми окрашивают синтетические ткани. Сублимация происходит под воздействием высокой температуры во время сушки в туннельной печи. Краситель ткани проникает в слой краски и окрашивает её. И, конечно, наиболее заметно это изменение цвета на белых красках. На рис. 7 хорошо видно изменение цвета белой краски – белый стал розовым вследствие миграции красного красителя ткани.
Поскольку сублимация красителя ткани происходит под воздействием температуры во время сушки отпечатков, логично предположить, что при низкотемпературной сушке это явление будет минимизировано. Действительно, одним из методов борьбы с миграцией является использование красок, полимеризующихся при комнатной температуре. Это краски на основе растворителей, предназначенные для печати на плащёвых, курточных и сумочных тканях, а также некоторые виды красок на водной основе. Эти краски довольно широко используют при печати на мигрирующих тканях. Однако работа с такими красками связана с определёнными трудностями и ограничениями. Сольвентные краски при сушке испаряют растворители, вредные для здоровья работников. Краски на водной основе совершенно безопасны, не имеют запаха, но работа с ними осложняется быстрой сушкой, что приводит к забиванию сетки в процессе печати. Уменьшить подсыхание краски на сетке можно путём повышения влажности в зоне печати, и квалифицированные печатники справляются с печатью водными красками довольно успешно. Однако для сушки красок при комнатной температуре требуется больше места в производственном помещении, что зачастую становится большой проблемой.
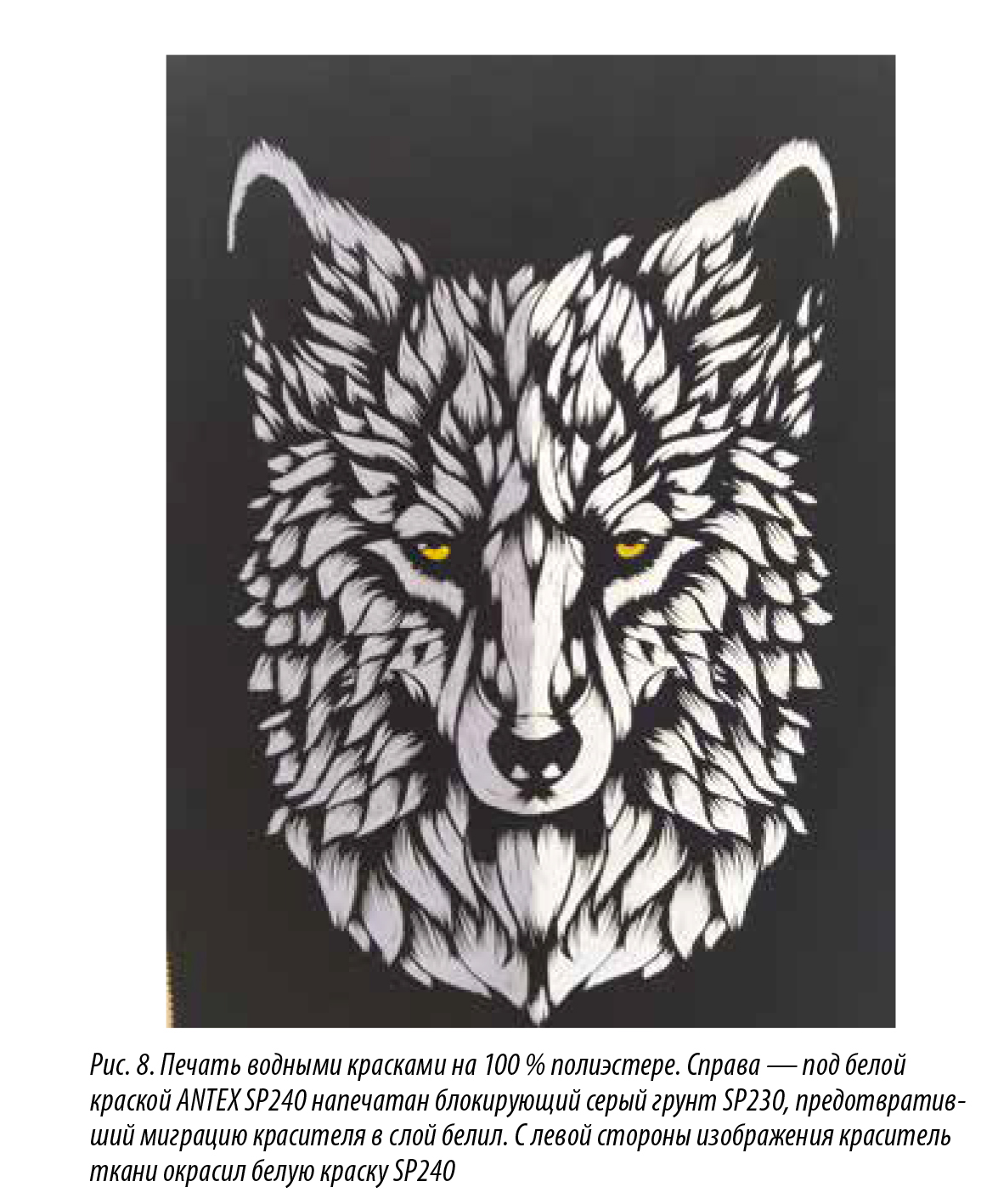
Второй эффективный метод борьбы с проблемой миграции – использование специальных антимиграционных белых красок и серых грунтов. В качестве примеров белых пластизолевых антимигрирующих красок можно назвать ONLBW компании FUJIFILM SERICOL и NF64 компании ANTEX. Эти краски снижают эффект миграции, но не предотвращают его полностью. Поэтому они рекомендованы для печати на смесовых тканях, доля синтетического волокна в которых не превышает 50 %. Для 100 % полиэстера эти краски не подходят. Наиболее эффективно справляются с задачей блокирования миграции красителя ткани специальные грунты серого цвета. Серые блокирующие грунты могут быть как пластизолевые, так и водные. Рис. 8 иллюстрирует эффективность серого блокирующего грунта на водной основе ANTEX 230: грунт напечатан только на половине изображения справа, с левой стороны грунт отсутствует; поверх грунта напечатана белая водная краска ANTEX SP240. Как видно на фотографии, с левой стороны, где нет блокирующего грунта, произошла миграция чёрного красителя в слой белил, и краска стала серой, а справа, где белая краска напечатана поверх грунта, она сохранила яркий белый цвет. Грунт SP230 полностью заблокировал путь мигрирующему красителю и взял весь удар на себя.
В заключение необходимо сказать, что, хоть мы и постарались здесь описать все главные принципы, особенности технологии и основные проблемы трафаретной печати кроющими белилами, дать исчерпывающую информацию на страницах журнала невозможно. Формат журнальной публикации не позволяет описать все нюансы технологии шелкографии, даже ограничившись одной узкой темой. Но мы всегда рады оказать помощь в освоении технологии трафаретной печати всем – и тем, кто делает первые шаги, и тем, кто уже уверенно шагает по этой дороге, но хочет осваивать новые горизонты.
Руководитель ИТО трафаретной печати ООО «Ол Принтс Технологии»
Беляева Наталья Васильевна,кандидат технических наук
Справка об авторе:
 Беляева Наталья Васильевна закончила Московский полиграфический институт (ныне Московский государственный университет печати) по специальности «Технология полиграфического производства». В 1996 г. поступила в аспирантуру в этот же вуз на кафедру печатных процессов. Работа над диссертацией, защита которой прошла в 2001 г., стала началом
Беляева Наталья Васильевна закончила Московский полиграфический институт (ныне Московский государственный университет печати) по специальности «Технология полиграфического производства». В 1996 г. поступила в аспирантуру в этот же вуз на кафедру печатных процессов. Работа над диссертацией, защита которой прошла в 2001 г., стала началом
специализации нашего автора в трафаретной печати. За 25 лет работы в
самых различных качествах – от мастера производства широкоформатных
рекламных плакатов (в 90-е – 2000-е они печатались трафаретным способом)
до преподавателя вуза – был накоплен бесценный опыт, собран большой объем информации, написан не один десяток статей по различным технологиям трафаретной печати. В настоящее время Наталья Васильевна занимает должность руководителя технологического отдела в компании «Ол Принтс Технологии».
ООО «Ол Принтс Технологии»
Адрес: 107023, г. Москва, ул. Электрозаводская, д. 21, стр. 17
Телефоны: +7 (495) 748-20-20, +7 (499) 689-53-63
Е-mail: info@allprintstech.ru
Сайт: www.atd.ru

С 1 по 4 марта 2021 года в ЦВК «Экспоцентр» состоялась 20-я юбилейная международная выставка оборудования для текстильной и легкой промышленности – ИНЛЕГМАШ-2021. Выставка стала значимым событием в рамках «Российской недели текстильной и легкой промышленности-2021» и прошла с большим успехом. Для участников и гостей это были насыщенные три дня: встречи, контакты, деловое общение, демонстрация самых последних технических новинок в живом формате – ожидания полностью оправдались.
Читать далее »

14-16 июня в Москве прошла XIII выставка Sport Casual Moscow, в рамках деловой программы которой состоялся круглый стол, посвященный новому явлению, только начинающему заявлять о себе на российском рынке. Это экологический тренд, который уже завоевал западный мир.
Читать далее »

Главный инженер предприятия – человек, на котором держится многое. И не только технологические цепочки, но и коммуникации, обучение персонала, передача опыта от ведущих сотрудников молодым специалистам. Главный инженер завода «Термопол» Игорь Немцов в этом году отмечает юбилей. Наш разговор – о жизни, пути в профессию и о работе в компании «Термопол», которой Игорь Немцов посвятил 17 лет.
Читать далее »